Tribologische Laborprüfung
Reibversuche nach VDA 230/213

Reibung beeinflusst wesentlich die Verfahrensgrenzen und die Prozessstabilität in der Blechumformung. Beim Reibversuch nach VDA-Richtlinie 230/213 werden nach definiertem Prüfschema Streifenziehversuche in der Flachbahn durchgeführt und die Reibkräfte an Ober- und Unterwerkzeug gemessen.
Zum einen können durch Variation von Flächenpressung, Geschwindigkeit und Temperatur Reibkennfelder für die Simulation erstellt werden. Zum anderen können durch die Variation und den Vergleich tribologischer Systeme Fertigungskomponenten bewertet werden.
Nähere Informationen:  Prüfmethode für das Reibverhaltenbei der Blechumformung
Prüfmethode für das Reibverhaltenbei der Blechumformung
Verschleißprüfung
Das Verschleißverhalten tribologischer Systeme ist von wesentlicher Bedeutung für die Bauteilqualität und die Prozessstabilität in der Blechumformung. Zur Analyse werden Streifenziehversuche im Dauerversuch von mehreren tausend Hüben unter hoher Normalbelastung durchgeführt. Über verschiedene Verschleißmessgrößen wird das Verschleißverhalten beurteilt und verglichen.
Durch die Variation einzelner Systemparameter (Blech, Werkzeug, Schmierstoff) können verschiedene Komponenten aus der Fertigungspraxis unter gleichen Prüfbedingungen bewertet und verglichen werden.
Nähere Informationen: Prüfmethode für Werkzeugverschleiß bei der Blechumformung

Zinkabriebprüfung
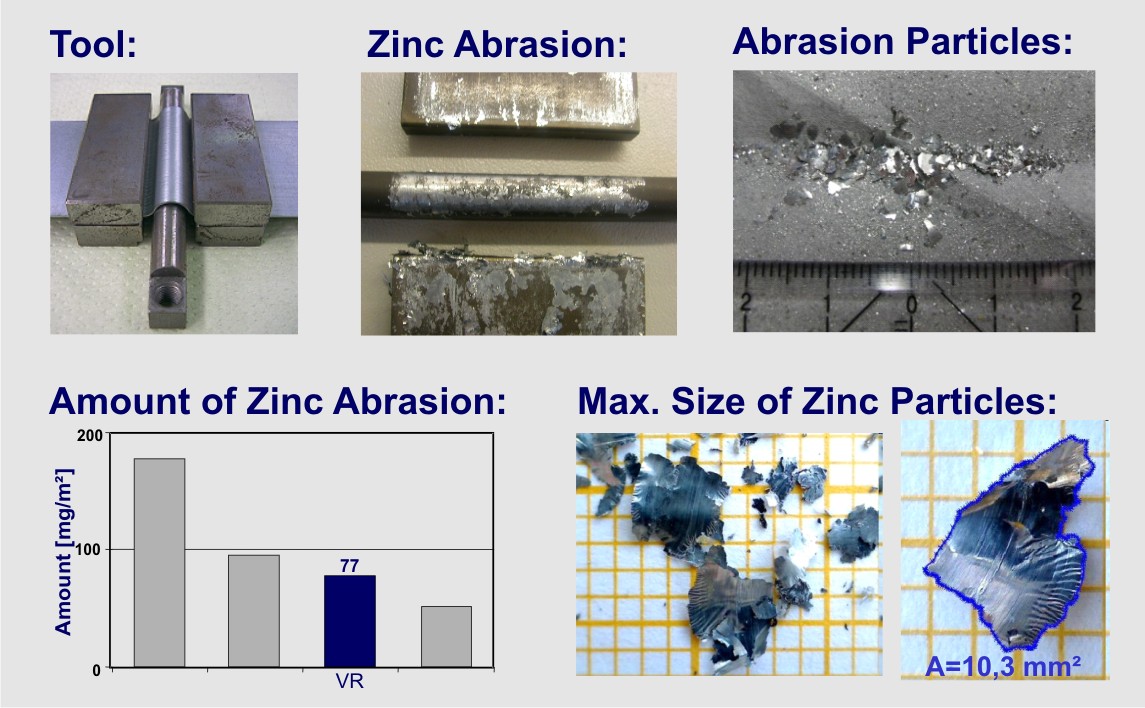
In der Blechumformung werden Bauteilqualität und Prozessstabilität wesentlich vom Abriebverhalten der beschichteten Bleche (sog. Zinkabrieb) beeinflusst. Zur Analyse des Abriebverhaltens werden Streifenziehversuche mit Ziehsickenwerkzeug durchgeführt. Dazu erfolgen mehrere tausend Hüben im Dauerversuch. Anschließend wird der im Werkzeug angesammelte Zinkabrieb gravimetrisch und qualitativ ausgewertet.
Durch die Variation einzelner Systemparameter (Blech, Werkzeug, Schmierstoff) können verschiedene Komponenten aus der Fertigungspraxis unter gleichen Prüfbedingungen bewertet und verglichen werden.
Nähere Informationen: Prüfmethode für Zinkabrieb bei der Blechumformung
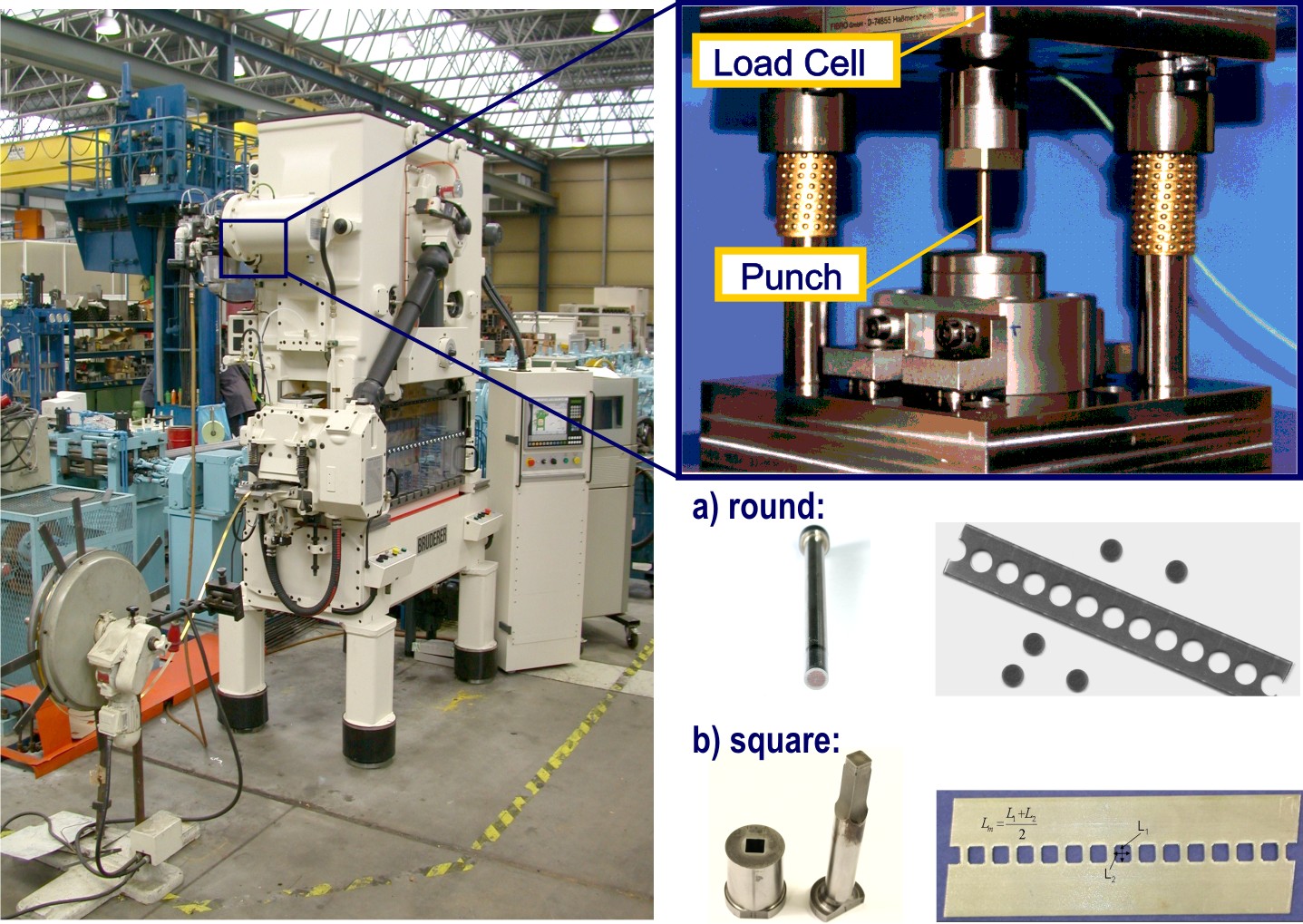
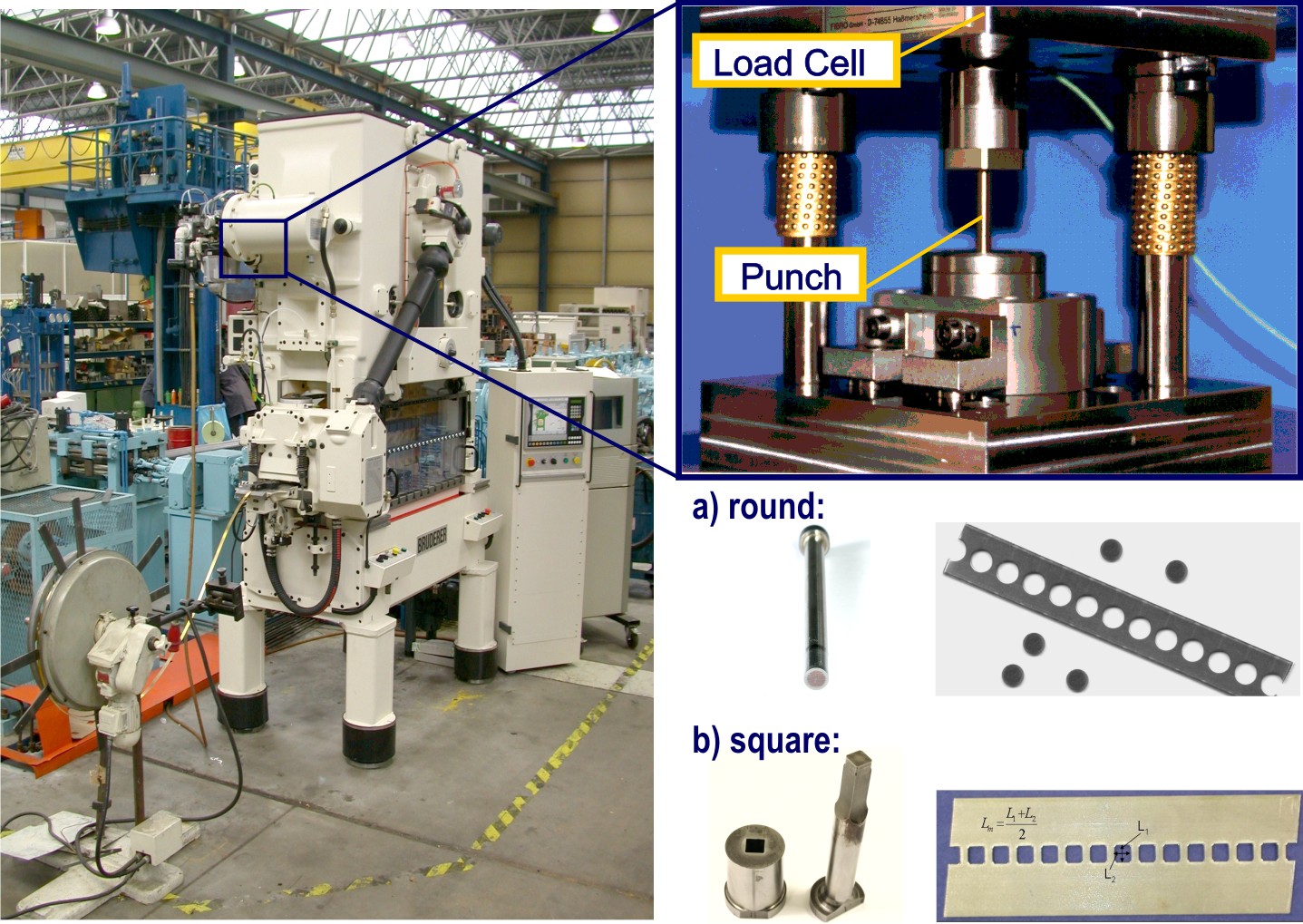
Scherschneidprüfung
Beim Scherschneiden und Stanzen ist der Werkzeugverschleiß von wesentlicher Bedeutung für die Bauteilqualität und die Prozessstabilität. Zur Analyse werden Schneidversuche (geschlossener Schnitt) im Dauerversuch von bis zu 200.000 Hüben unter konstanter Beanspruchung durchgeführt.
Durch die Variation einzelner Systemparameter (Blech, Werkzeug, Schmierstoff) können verschiedene Kom-ponenten aus der Fertigungspraxis unter gleichen Prüfbedingungen bewertet und verglichen werden.
Nähere Informationen: Prüfmethode für Werkzeugverschleiß beim Scherschneiden/Stanzen